全國服務咨詢熱線:
15216837090
15216837090

1 引言
隨著自動化技術的不斷發展, 數控技術的應用也越來越廣泛。數控機床也在我國批量生產、大量引進和推廣應用, 它們給機械制造業的發展創造了條件, 并帶來很大的經濟效益。數控機床與普通機床比較起來, 價格昂貴, 一般都是企業生產的關鍵設備。數控機床結構及控制復雜, 任何部分的故障與失效, 都會使機床停機,從而造成生產停頓, 若在出現故障后不能及時維修排除故障, 就會造成較大的經濟損失。數控機床的急停功能用于對人或者設備進行保護, 急停時, 機床各進給軸、主軸都會快速進入制動狀態, 有些機床伺服系統動力電源也會切斷。數控機床出現急停后, 必須排除, 才能恢復正常工作。本文以大連機床廠生產的CKA6136 車床、Fanuc0i Mate TC 系統為例, 結合日常維修經驗介紹急停故障的診斷與維修方法。
2 急停原理
2.1 急停電氣控制原理
圖1 中R3、S3、T3 為200V 三相交流電, 通過交流接觸器KM11 后接入X、Z 軸進給伺服單元βiSVM;3L1 為220V 交流電, 作為伺服上電控制電路電源;CX30為急停信號( * E S P ) 接口, 其中1 端為24V 直流電源,3端為* E S P 信號輸入端, 低電平有效。圖2 中C X A29接口為伺服單元內部觸點, 當伺服系統正常工作時觸點閉合, 急停信號輸入時斷開。圖3 是機床的急停鏈控制電路, 其中SB38 為急停按鈕,SQ8、SQ9、SQ11、SQ12分別為進給軸X、Z 正負方向的超程限位開關, K A13為控制急停信號輸入伺服單元的中間繼電器, S B37 為超程解除按鈕。
當急停按鈕S B38 被按下, 或者X、Z 兩個坐標軸四個方向的行程開關任一個被壓下時, K A13 線圈斷電,KA13 常開觸點斷開, 伺服單元CX30 接口*ESP 低電平信號被輸入 , 此時 CXA29 內部觸點斷開 , 伺服上電控制電路中K M11 線圈斷電, 主電路中K M11 觸點斷開, 伺服單元斷電, 系統進入急停狀態。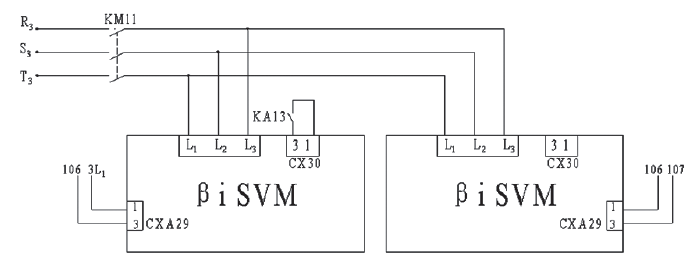
圖1 CKA6136 伺服驅動電路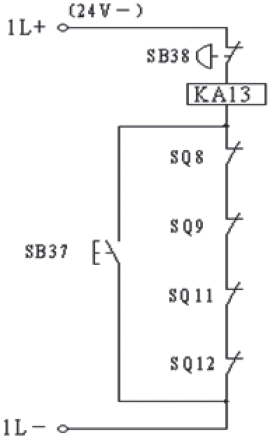
圖2 伺服上電控制電路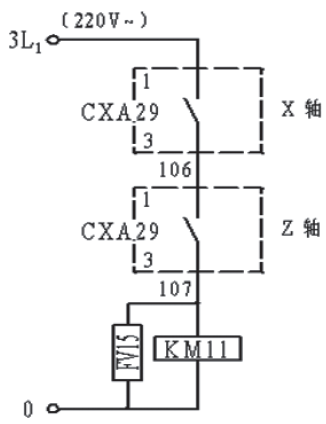
圖3 急停鏈控制電路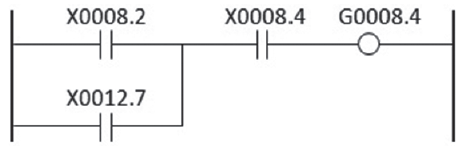
圖4 急停控制梯形圖
P M C 急停控制梯形圖如圖4 所示。其中X0008.2為超程信號, X0008.4 為急停按鈕信號, X0012.7 為超程解除按鍵信號,G0008.4(*ESP) 為PMC 輸出給CNC的急停信號, 低電平有效。當X0008.2 和X0008.4 任何一處斷開時,G0008.4 為低電平, 觸發急停。
2.2 伺服系統跟蹤誤差異常引起急停的原理
跟蹤誤差又叫跟隨誤差, 指的是數控機床在移動過程中的誤差, 即在移動過程中, 理論移動量和實際移動量的差值。當機床在運行過程中, 實際坐標位置與反饋坐標位置不相符, 且其值超過系統規定的允許值, 從而引發機床故障停車。
2.3 伺服驅動器故障引起急停的原理
FANUC 0i TC 系統中,CNC 通過FANUC 串行伺服總線F S S B 與各伺服驅動器連接。系統啟動后, 如果軸控制電路的條件滿足, C N C 就向伺服驅動器發出P R D Y 信號。當伺服驅動器接收到該信號, 如果伺服驅動器也工作正常, 就會向C N C 發回V R D Y 信號, 如果伺服驅動器故障, 就不能應答C N C 的P R D Y 信號, 這是系統就會進入急停狀態。
3 急停故障診斷與維修
3.1 電氣原因觸發的急停
要判斷是否因為電氣原因造成的急停, 應檢查PMC梯形圖中G8.4 是否為低電平。如果為高電平, 而系統仍處于急停狀態, 可以判定不是急停鏈回路出現故障,此時應該從其它方面查找原因; 如果G8.4 位低電平,可以判定故障是因為急停鏈斷路造成的, 此時可按照以下步驟進一步排查。
急停按鈕被壓下。這是為直觀的檢查方法, 嚴格意義上, 這并不能算作故障的范疇, 但對于具有多個急停按鈕的數控機床和新手來說, 比較容易犯這種低級錯誤。
機床超程。機床超程分為軟件超程和硬件超程。當機床因超程而急停時,往往還會在屏幕上顯示超程報警。
此時觀察機床工作臺是否處于超程位置, 判斷是軟件超程還是硬件超程。如果機床明顯處在正常位置, 此時要檢查超程開關是否復位正常, 如果是接近開關, 檢查接近開關是否粘上鐵屑。
K A13 繼電器損壞。如果K A13 損壞, 造成其常開觸點不能正確的吸合, 引起低電平信號被輸入C X30 會觸發急停。我們可以先觀察K A13 指示燈是否點亮, 如果點亮說明急停鏈有電, 再檢查其觸點是否正常。如果K A13 指示燈不亮, 檢查急停鏈是否斷開或者K A13 是否損壞。
24V 電源故障。電氣急停的根本原因是急停鏈斷電造成低電平被輸入伺服驅動器。檢查是否因為24V 電源電壓過低, 造成K A13 電磁線圈吸力不足, 常開觸點無法閉合。
急停鏈斷線。急停鏈是一個串聯回路, 在這個回路里, 急停按鈕、限位開關等的任何一個接線點、任何一段電線出現接觸不良、斷線, 都會造成串聯回路斷開,從而造成K A13 線圈斷電而觸發急停。所以, 在排除以上故障原因之后, 要逐一排查急停鏈各個節點, 查看連接是否安全可靠。
3.2 伺服系統跟蹤誤差異常觸發的急停
這類故障的原因一般有以下幾個方面:
① 機床負載過大。因為機床過載或者傳動機構機械卡死、潤滑嚴重不足等造成運行阻力過大, 使得伺服電機扭矩過大, 從而造成伺服電機丟步, 導致跟蹤誤差超差。這種情況下往往還會伴隨過載保護跳閘、過熱報警等。
② 脈沖編碼器檢測反饋環節故障。檢查編碼器是否損壞、污染; 反饋電纜接口是否松動、接觸不良; 反饋電纜線是否出現斷線。
③ 伺服驅動器報警或損壞。結合伺服驅動器的硬件報警情況, 在保證安全的情況下, 可以采用模塊交換法進行置換分析。
④ 伺服驅動器電源缺相或電壓不穩。用萬用表測量電源進行排查。
3.3 伺服驅動器故障原因觸發的急停
F A N U C 伺服驅動器故障停機, 往往會伴隨系統4打頭的軟件報警和伺服驅動指示燈的硬件報警。故障診斷時, 要結合軟硬件的自診斷報警信息, 進行排除。
出現401 號報警, 表示伺服放大器的伺服準備信號( V R D Y ) 沒有接通, 或者在操作中信號關斷;404 號報警, 表示伺服放大器的伺服準備信號總保持接通。此時,要檢查伺服驅動器的電纜連接, 檢查伺服參數設定是否正確, 也可能是伺服驅動器或者C N C 軸控制器故障,可以采用部件交換法對懷疑部件進行置換分析。
若出現462 號報警, 表示由于F S S B 傳送錯誤,使得伺服放大器不能接收正確數據;463 號報警, 表示由于F S S B 傳送錯誤, 使得C N C 不能接受正確數據。此時首先檢查伺服驅動器或光纜, 可能是在報警信息中顯示的錯誤軸, 與軸號相對應的伺服驅動器和CNC 控制單元間的F S SB 光纜失效, 也可能是驅動器和軸不對應; 其次, 也可能是C N C 一側的軸控制模塊出現故障。
3.4 其它原因引起的急停
即使同樣的數控系統, 不同設備的急停鏈設計都可能不同。比如常見的一種情況就是為了安全, 在急停鏈里串聯安全門的開關。這時候, 我們除了要認真閱讀機床電氣圖之外, 還可以通過觀察機床P M C 梯形圖實時狀態, 來判斷急停的觸發條件和急停鏈中的故障點。
4 急停故障實例分析
故障實例: 教學車間里配備FANUC 0i Mate TC數控車床CKA6136, 開機顯示急停報警, 伺服無法上電。
診斷與維修過程: 經過初步檢查, 發現機床操作面板上的急停按鈕并未按下, 機床X、Z 軸的位置也處在安全位置, 由此可以確定機床急停的原因與機床的狀態無關。進入機床P M C 梯形圖畫面, 檢查發現P M C 到C N C 急停信號G8.4 為“0”, 說明系統的急停信號被輸入。再進一步檢查發現, 系統I / O 模塊的急停輸入信號X8.4 為“0”, 從而導致G8.4 為“0”, 引發急停報警。
對照機床電氣原理圖, 先測量急停輸入信號X8.4 的接線端子處, 發現電壓為0V , 而非正常情況下的24V , 可斷定是急停鏈斷路或急停鏈電源故障造成的。將急停鏈接線端子逐個進行測量檢查, 發現機床操作面板上的急停按鈕斷線, 重新連接后急停報警解除。
5 結束語
數控機床的故障復雜多樣, 急停控制涉及機械、通信、低壓電器、P L C、傳感器等多學科知識, 這給維修帶來了困難。維修人員應熟知急停的控制原理, 以及常用檢測工具的使用, 根據對急停故障現象的分析, 羅列所有可能的原因, 確定合理的診斷與檢測步驟, 以便迅速排除故障。
電話
微信掃一掃

 當前位置:
當前位置: