全國服務咨詢熱線:
15216837090
15216837090

1、模擬練習板架設計
根據考試(技能考核)標準,模擬練習板架設計為長300 毫米,寬250 毫米,高800 毫米,用30×30(毫米)角鋼焊制成。練習板架四個立面可按需要的高度放置和固定練習用的立對接或角接模板各兩塊,模板架頂平臺上再加焊上300×250(毫米)的仰對接模板支架,這樣平臺上就可以放置平對接焊或平角焊和仰焊、仰角焊等各型式的練習模板,這種設計適合手工電弧焊全位置的模擬操作練習。通過模板架上各種位置的練習模板,使學生認識了解到各種不同空間的焊接操作形式。
練習模板的制作也根據考試試板標準和要求與實際相結合,對接接頭的模板長為250 毫米,寬為200 毫米,按焊接接頭型式不同,又分為不開坡口、開丫型坡口、X 型坡口等形式。這樣就可以根據不同的實習課題需要調整不同位置進行模擬練習,為一板多用,靈活多變。練習模板也可以作為工藝理論課的教具模型,起到直觀教學作用。通過對不同型式的接頭模板認識,使學生了解并掌握到坡口角度、根部間隙、鈍邊厚度等尺寸和坡口工藝要求。
2、模擬實習教學
采用了模板練習與實際操作相的教學方法、具體做法:(1)根據實習課的教學計劃講解課題。(2)分組輪流進行示范模擬操作,在示范操作過程中結合示范動作分解課題的各操作要領。
課題:平對接焊。
(1)解釋平對接焊概念。(2)講解焊條角度,先焊條與焊件表面90 度角,然后焊條向焊接方向傾斜與焊件表面夾角為70 ~ 80 度角。(3)手持面罩(暫不裝夾電焊鏡片)看準引弧位置,對準引弧。(4)用劃擦法或直擊法練習引弧動作,引弧后迅速、適當提起焊條,使引弧焊條端部與焊件表面保持距離為2 ~ 4 毫米。(5)用正鋸齒形或月牙形運條方法(如圖1 所示),練習擺動運條,運條特點為中間稍塊,兩邊稍慢,擺到邊沿時稍作停留。
圖1
3、模板練習階段
模擬練習中主要是保持好焊條角度、穩定電弧長度和焊接速度等正確的運條方法為主。在練習中對每一個動作從蹲的姿勢、握焊把(炬),持面罩、夾持焊條等動作到焊條角度、擺動速度等進行統一動作,而且規定保持練習一段時間,反復進行操作練習。
課題:平角焊。
焊腳尺寸為5 ~ 8 毫米的焊接時,可采用斜圓圈或斜鋸齒形的運條方法,運條擺動必須有規律(如圖所示2)。由a → b 要慢速,以保證水平焊件的熔深;由b → c 稍快,以防熔化金屬下淌;在c 處稍作停留,以保證垂直焊件的熔深,避免咬邊;由c → d 稍慢;由d → e 也稍快,到e 處也作停留。按上述運條規律在模板上反復地練習,這樣可獲得較正確的運條方法,也可以保持掌握弧長的穩定性,并保持好焊條角度和焊接速度,從而為實際操作時打好基礎,練好基本功。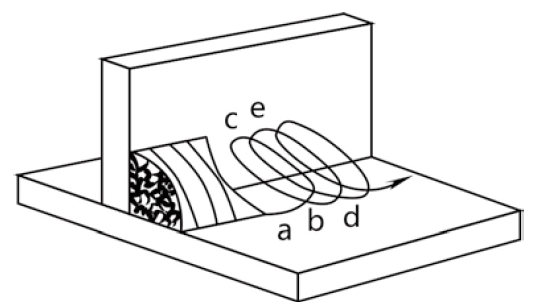
圖2
4、模板練習與實際操作相結合
在每個課題的模擬練習中利用zui后一兩節課的時間進行操作練習,使學生在模擬練習中所學的知識和動作在實際操作中得到驗證,并加深對模板練習的理解和要領的掌握。為下次課題的模擬練習提供經驗,使學生認識到模擬練習的重要性,增強學生實習的積極性、興趣性。通過本學期的六周時間的模擬操作練習與相同的實際操作練習相比較,焊工實習模擬教學具有以下特點:
(1)從實踐中得到的教學效果在短時間內是相接近的,以往實習教學中的實際操作是在沒有經過模擬練習的環節上開始的,在沒有掌握要領和熟練基本功的情況下,利用焊接材料和能源(電能或氣熱能)在毫無基本功的情況下去實習操作,*靠消耗或浪費焊接材料來達到課題要求掌握的操作技能。模擬操作練習是在不消耗或少消耗、少浪費焊接材料和能源的情況下練習焊接操作基本功,并掌握到正確、穩定全面的操作要領和操作技能。
(2)在相同的課題練習時間下,模擬練習能節約焊接材料和能源(電、氧氣、乙炔、焊條及焊絲)。在課題的實操練習中,每人每天要消耗直徑3.2 毫米,直徑4.0 毫米的電焊條各6根,而采用模擬操作練習只消耗2 ~ 3 根焊條,實習鋼材也相應減少2/3 左右,大大降低了教學成本。
(3)更重要的一點是模擬操作練習的作用是潛在的。在實習六周時間里學生掌握了平對接焊、平角焊、立對接焊和氣焊(割)的基本操作要領,這是以往的單純消耗性練習所達不到的效果。而這種作用將在以后的實習教學中體現出來,主要是經過模擬練習后有了操作的基本功和掌握了要領,在學習新課題中將容易被學生領悟、掌握。
這是模擬實習教學方法有別于常規傳統實習教學方法的一種教學途徑。
總的說來,模擬教學方法在生產實習教學中是一種新型的、探討比較成功的教學方法,通過今后的實踐不斷地改進和完善,它在焊工實習教學中將會發揮更大的作用。
電話
微信掃一掃

 當前位置:
當前位置: