全國服務咨詢熱線:
15216837090
15216837090

在汽車、拖拉機等機械制造業中,鍛件總重量的80%為模鍛件。模鍛工作的節奏性強,操作人員拾取模鍛件時必須精力集中。但由于長時間工作而導致工作者注意力下降而使該工作有一定的危險性,因此需要開發一種低成本,更安全的方式完成模鍛件的拾取。
1、氣動機械手的結構及氣動回路
氣動機械手的機構及氣動回路如圖1所示。主要包含: 工作臺、料臺、推料氣缸、夾緊氣缸、伸縮氣缸、擺動氣缸、升降氣缸以及相應的傳感器。
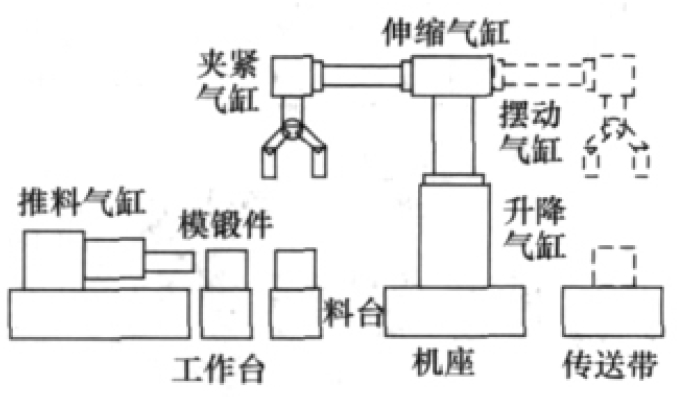
圖1 總體結構示意
送料機構( 圖1 中未顯示) 設置為斜坡,模鍛坯料依靠自重滑入模鍛錘工作臺。鍛壓成形后,無工件檢測開關有信號,推料氣缸將由模鍛錘中頂出的模鍛件推出至料臺。手臂的主要運動形式如下: 夾緊氣缸實現手爪的打開和閉合; 伸縮氣缸實現手臂的伸出與縮回; 擺動氣缸實現手臂繞垂直方向轉動; 升降氣缸實現手臂的上升與下降。由機械手的運動形式可知其工作過程如圖2 所示。
機械手的氣動回路如圖3 所示。設計中使用5 個三位四通電磁閥來控制上述各個氣缸的動作,為了實現PLC 對氣動回路的控制,用PLC 的輸入、輸出信號控制1DT ~ 10DT 的狀態而實現動作的先后順序。由于機械手用于位置相對固定的模鍛件的拾取,因此其動作精度相對較低,因而未設置限位開關。但是如果想使動作的先后順序改變時,無需在硬件上改動,而只
需改變程序即可; 機械手氣缸動作快慢只需改變單向節流閥的通氣量大小即可。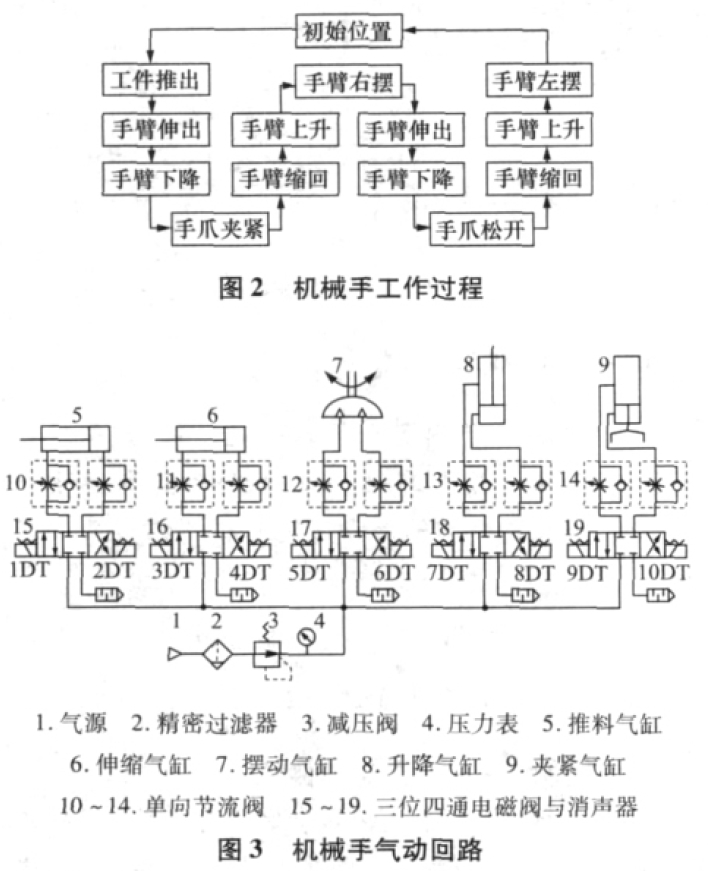
2、PLC 控制系統設計
根據機械手的控制要求,共需要輸入端子13 個,分別為: 5 個氣缸的檢測信號需10 個端子; 無工件檢測信號需1 個端子; 自動工作時需起動開關和停止開關,需2 個端子。機械手的輸出信號需要10 個端子,分別為: 推料氣缸的推出、收回,夾緊氣缸的打開、閉合,伸縮氣缸的伸出、縮回,擺動氣缸的左轉、右轉,升降氣缸的上升、下降。根據輸入、輸出點個數及程序容量選取FX2n - 64MT 作為主機。PLC 的輸入、輸出地址如表1 所示; 控制系統的接線圖如圖4 所示。
設備操作簡單,只需對員工進行短時間培訓即可上崗作業。先前在模鍛崗位上留不住人,現在將氣動機械手應用于拾取模鍛件后,有效地避免了操作失誤帶來的安全事故問題,改善了勞動條件,降低了員工的流動率,運行3 個月以來尚未有員工提出更換勞動崗位的情況。機械手適用范圍廣、利用率高。用戶可根據自己需求對程序重新設定,以調整機械手各動作的
位移、角度,從而改變系統各組成空間位置布局,適應工作場地需要。
表1 機械手PLC 的功能對照表
| 輸入信號 | 輸出信號 | ||||
| 功能 | 名稱 | 地址 | 功能 | 名稱 | 地址 |
| 起動按鈕 | SB1 | X0 | 推料推出 | 1DT | Y0 |
| 復位按鈕 | SB3 | X1 | 推料收回 | 2DT | Y1 |
| 推料推出 | SQ1 | X2 | 手臂伸出 | 4DT | Y5 |
| 推料收回 | SQ2 | X3 | 手臂縮回 | 3DT | Y6 |
| 手臂伸出 | SQ3 | X4 | 向右轉動 | 5DT | Y10 |
| 手臂縮回 | SQ4 | X5 | 向左轉動 | 6DT | Y11 |
| 向右轉動 | SQ5 | X6 | 手臂上升 | 8DT | Y15 |
| 向左轉動 | SQ6 | X7 | 手臂下降 | 7DT | Y16 |
| 手臂上升 | SQ7 | X8 | 手爪打開 | 9DT | Y20 |
| 手臂下降 | SQ8 | X9 | 手爪閉合 | 10DT | Y21 |
| 手爪打開 | SQ9 | X10 | |||
| 手爪閉合 | SQ10 | X11 | |||
| 工件檢測 | SQ11 | X12 | |||
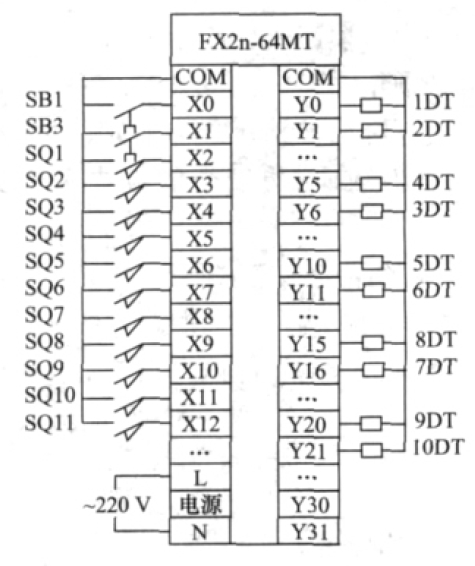
圖4 控制系統接線圖
電話
微信掃一掃

 當前位置:
當前位置: