您好!歡迎訪問上海育仰科教設(shè)備有限公司網(wǎng)站!
全國服務(wù)咨詢熱線:
15216837090
15216837090

一、引言
光機(jī)電氣一體化控制實訓(xùn)系統(tǒng),系統(tǒng)由型材導(dǎo)軌式實訓(xùn)臺;PLC模塊(FX2N-48MT晶體管輸出);變頻器(FR-E740三相輸入功率0.75kW)模塊;電源模塊1個(三相電源總開關(guān)帶漏電和短路保護(hù));按鈕模塊(開關(guān)電源24V/6A 1只,急停按鈕1只);觸摸屏;模擬生產(chǎn)設(shè)備實訓(xùn)模塊(包含上料機(jī)構(gòu)井式工件庫1件,物料推出機(jī)構(gòu)1件,光電傳感器2只,磁性開關(guān)2只,單桿氣缸1只,單控電磁閥1只,警示燈1只;皮帶輸送線(三相交流減速電機(jī)AC 380V,輸出轉(zhuǎn)速130r/min);搬運機(jī)械手(單桿氣缸1只、雙桿氣缸1只、氣動手爪1只、電感傳感器1只、磁性開關(guān)5只、行程開關(guān)2只、步進(jìn)電機(jī)1只、步進(jìn)驅(qū)動器1只、單控電磁閥2只、雙控電磁閥1只);分類倉儲物料有金屬(鋁)4個,尼龍黑、白色各4個);接線端子排、各種傳感器、警示燈和氣動電磁閥等組成;可根據(jù)任務(wù)書中要求完成程序設(shè)計調(diào)試及相應(yīng)的動作要求。
二、摘錄任務(wù)書中難點部分要求
設(shè)備部件名稱和位置如圖1所示。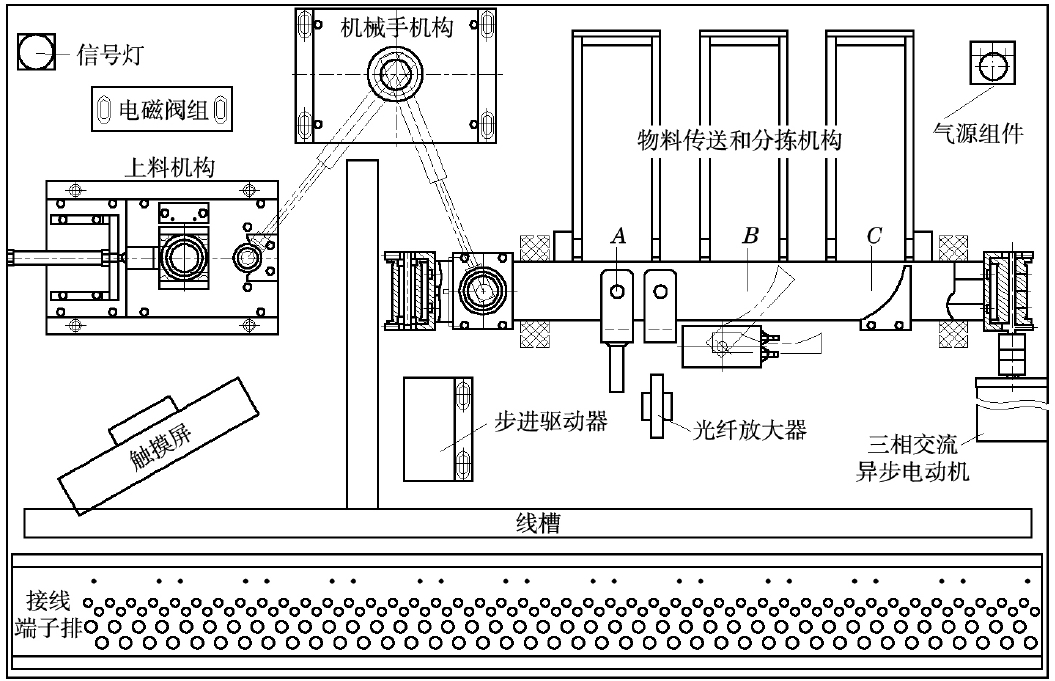
圖1 設(shè)備部件名稱和位置
1.動作流程
上料機(jī)構(gòu)推料氣缸將零件(金屬零件、黑色尼龍零件和白色尼龍零件隨機(jī)提供)推到存放料臺;機(jī)械手將零件從存放料臺搬運至物料傳送機(jī)構(gòu)并經(jīng)傳送帶入料口到輸送線上,只有當(dāng)傳送帶上的零件被送入料槽后,機(jī)械手才可以從入料口放入下一個零件。上料機(jī)構(gòu)料筒內(nèi)沒有零件時,黃色信號燈長亮,設(shè)備暫停,放入零件后自動啟動。
在輸送線上的零件由相應(yīng)位置的推料或?qū)Я涎b置,經(jīng)出料槽分送到零件組裝機(jī)構(gòu)進(jìn)行組裝,相應(yīng)位置的推料或?qū)Я涎b置將零件送入料槽后回原位。
2.零件分送要求
在位置A對應(yīng)的出料槽分送到組裝機(jī)構(gòu)的零件必須滿足是由*個是金屬零件,第二個白色尼龍零件,第三個是金屬零件排列成的套件。在位置B對應(yīng)的出料槽分送到組裝機(jī)構(gòu)的零件必須滿足是由1個白色尼龍零件和2個黑色尼龍零件組合成的套件。同時滿足位置A對應(yīng)的出料槽和位置B對應(yīng)的出料槽要求的零件,應(yīng)優(yōu)先經(jīng)位置A對應(yīng)的出料槽分送到組裝機(jī)構(gòu)。
不滿足組合和排列關(guān)系的零件應(yīng)導(dǎo)入位置C對應(yīng)的出料槽。皮帶輸送線由位置A向位置C方向送零件時,三相交流異步電動機(jī)以35Hz的頻率帶動皮帶輸送機(jī)運行;皮帶輸送機(jī)由位置C向位置A方向送零件時,三相交流異步電動機(jī)以25Hz的頻率帶動皮帶輸送機(jī)運行。零件到達(dá)推出位置或被導(dǎo)入相應(yīng)的料槽后,皮帶輸送機(jī)停止運行。依據(jù)動作流程分配的PLC對應(yīng)I/O口見表1。
| 序號 | 內(nèi)容 | 輸入 | 內(nèi)容 | 輸出 |
| 1 | 急停開關(guān) | X000 | 機(jī)械手步進(jìn)電機(jī)啟動(PUL) | Y000 |
| 2 | 運行測試按鈕SB4 | X001 | 機(jī)械手步進(jìn)電機(jī)方向(DIR) | Y001 |
| 3 | 送料氣缸推出到位 | X002 | 機(jī)械手步進(jìn)電機(jī)使能(ENA) | Y002 |
| 4 | 送料氣缸縮回到位 | X003 | Y003 | |
| 5 | 機(jī)械手步進(jìn)電機(jī)原點 | X004 | 綠色信號燈1Hz | Y004 |
| 6 | 機(jī)械手步進(jìn)電機(jī)位置檢測 | X005 | 綠色信號燈2Hz | Y005 |
| 7 | 臂伸縮氣缸伸出到位 | X006 | 黃色信號燈常亮 | Y006 |
| 8 | 臂伸縮氣缸縮回到位 | X007 | 送料氣缸推出 | Y007 |
| 9 | 前臂升降氣缸下降到位 | X010 | 臂伸縮氣缸伸出 | Y010 |
| 10 | 前臂升降氣缸縮回到位 | X011 | 前臂升降氣缸下降 | Y011 |
| 11 | 氣動機(jī)械手爪夾緊到位 | X012 | 氣動手爪夾緊 | Y012 |
| 12 | 推料氣缸推出到位 | X013 | 氣動手爪放松 | Y013 |
| 13 | 推料氣缸縮回到位 | X014 | 電機(jī)正傳(A料槽向C料槽) | Y014 |
| 14 | 旋轉(zhuǎn)氣缸旋轉(zhuǎn)到位 | X015 | 電機(jī)反傳(C料槽向A料槽) | Y015 |
| 15 | 旋轉(zhuǎn)氣缸返回到位 | X016 | 異步電機(jī)旋轉(zhuǎn)頻率35Hz | Y016 |
| 16 | 料筒有料檢測 | X017 | 異步電機(jī)旋轉(zhuǎn)頻率35Hz | Y017 |
| 17 | 存放臺有料 | X020 | 推料氣缸推出 | Y020 |
| 18 | 輸送皮帶入料口有料 | X021 | 旋轉(zhuǎn)氣缸旋轉(zhuǎn) | Y021 |
| 19 | 金屬檢測傳感器 | X022 | ||
| 20 | 白色尼龍檢測傳感器 | X023 | ||
| 21 | 分料槽進(jìn)料檢測傳感器 | X024 | ||
| 22 | 零件組裝工序啟動按鈕SB1 | X025 | ||
| 23 | 啟動組裝工序按鈕SB5 | X026 | ||
| 24 | 停止按鈕SB6 | X027 |

電話
微信掃一掃
 當(dāng)前位置:
當(dāng)前位置: