全國服務咨詢熱線:
15216837090
15216837090

1、柔性生產線和PLC
柔性自動生產線是能實現產品生產過程自動化的一種機器體系。通過采用一套能自動進行加工、檢測、裝卸、運輸的機器設備,組成高度連續的、*自動化的生產線,來實現產品的生產,從而提高工作效率、降低生產成本、提高加工質量、快速更換產品。在各個不同的應用領域,不同種類的自動線的結構不同,大小也不同,功能也不同。它們基本都包含檢測、機械本體、CPU信息處理、(輸入、輸出)接口部分以及執行機構五部分。
PLC(可編程邏輯控制器)是一種數字運算操作的電子系統,專為在工業環境應用而設計的。它采用一類可編程的存儲器,用于其內部存儲程序,執行邏輯運算,順序控制,定時,計數與算術操作等面向用戶的指令,并通過數字或模擬式輸入/輸出控制各種類型的機械或生產過程。是工業控制的核心部分。PLC的廣泛使用,使得控制規模不斷擴大,開放性和互操作性大大發展;使得工業系統可以實現遠程化、自動化、控制信息化及智能化。尤其在運動控制、模擬量控制及驅動控制更是成為系統工作自動化中zui有效的工具之一。
2、生產線實驗仿真系統總體設計
生產線實驗仿真系統平臺由供料單元、加工單元、裝配單元、輸送單元和分揀單元五個單元組成。其中,每一工作單元都可自成一個獨立的系統,同時也都是一個機電一體化的系統。
輸送單元是將單元的物料臺定位,再抓取該物料臺上物料,然后送到工作站放下。供料單元按照需要把料倉中要加工的工件自動推出到供料物料臺上,便于輸送單元的機械手裝置能把工件抓取送到其他工作單元。加工單元把物料臺上的由輸送單元的抓取機械手裝置送來的工件送到沖壓機構的底下,進行一次沖壓加工,接下來再返回到物料臺上,等待輸送單元的抓取機械手裝置來抓取。裝配單元實現料倉中黑色或白色小工件裝配到已加工過的工件中的工作過程。分揀單元將裝配好的工件進行分揀,實現不同顏色的裝配工件從不同的料槽中分揀出來。
3、部分功能性子系統詳細設計
3.1 輸送單元
輸送單元是本實驗仿真系統平臺中zui重要的一個工作單元,承擔著比較繁重的任務。主要功能是通過機械手定位單元的物料臺,然后在物料臺上將工件輸送到的地點。這個單元里的主要零部件有:抓取機械手裝置、步進電機傳動組件、PLC模塊、按鈕/指示燈模塊接線端子排等。
輸送單元需要完成網絡控制、抓取機械手裝置控制和步進電機定位控制三個方面的任務。它的工作流程和系統、框圖如圖2、圖3所示。
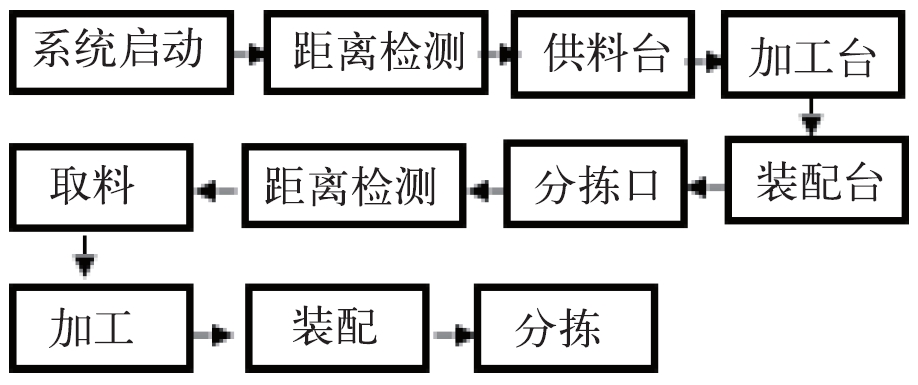
圖1 輸送單元工作流程圖
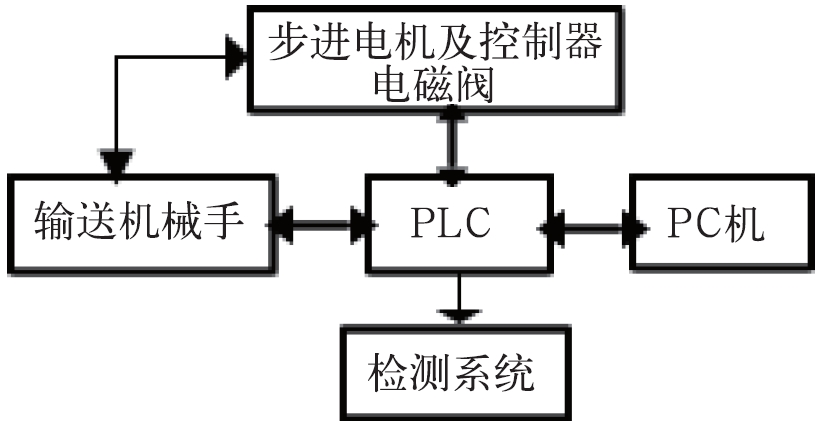
圖2 輸送單元框圖
根據輸送單元控制要求,PLC控制系統原理圖如圖3所示。
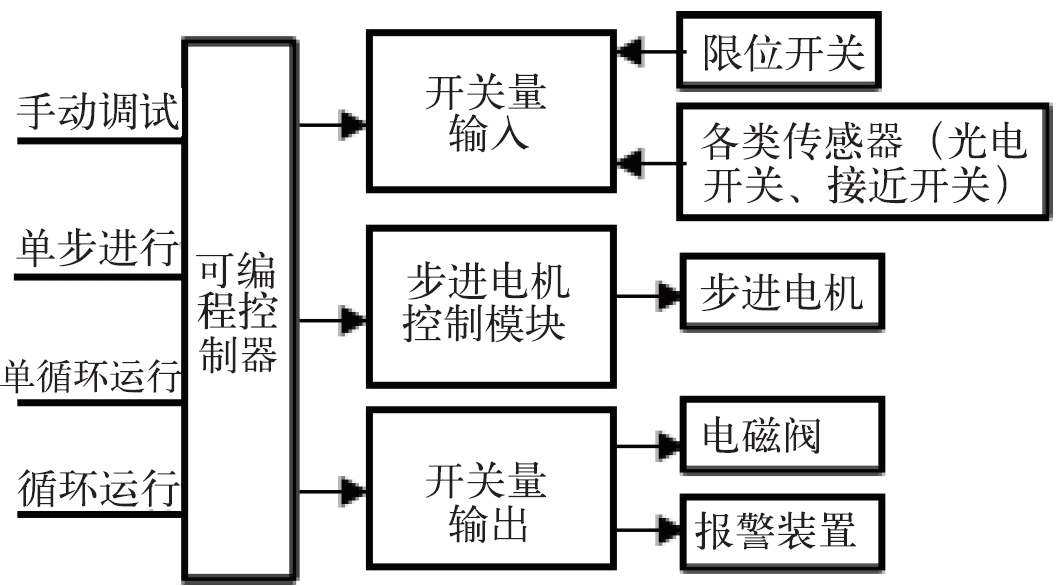
圖3 PLC控制系統原理圖
機械手動作順序為:
啟動→復位→前進→夾緊→上升→后退→整體移動→前進→下降→松開→后退→待加工完成→前進→夾緊→上升→后退→整體移動→前進→下降→松開→后退→待裝配完成→前進→夾緊→上升→后退→整體移動→旋轉90o→前進→下降→松開→復位→結束。
本生產線實驗仿真系統采用集成化驅動器來實現步進電機的驅動。采用的步進電機是Kinco三相步進電機3S57Q-04056,并且選驅動器為Kinco 3M458三相步進電機驅動器。該驅動器具有其他驅動器沒有特點:內部的直流驅動電壓可達4OV,高速性能更好;交流伺服驅動,有交流伺服運轉特性,輸出為三相正弦電流;細分功能zui高可達10000步/轉,可以通過撥動開關設定細分;
電機靜態鎖緊狀態下具有自動半流功能,大大降低了電機的發熱;幾乎沒有步進電機常見的爬行和共振區,通過撥動開關設定輸出相電流;控制信號的輸入電路是選用光禍隔離的。
3.2 其他代表性的單元
3.2.1 供料單元
供料單元是實驗仿真系統平臺的起始工作單元,他主要是按照需要將放置在料倉中待加工工件(原料)自動地推出到物料臺上,以便輸送單元的機械手將其抓取,輸送到其他單元上。本文中供料單元的組成為:工件推出與支撐,工件漏斗,閥組,端子排組件,PLC急停按鈕和啟動/停止按鈕,走線槽、底板等。工件推出與支撐及漏斗部分用于儲存工件原料,并在需要時將料倉中zui下層的工件推出到物料臺上。它主要由大工件裝料管、推料氣缸、頂料氣缸、磁感應接近開關、漫射式光電傳感器組成。
本單元的PLC控制器中,傳感器信號占用7個輸入點,留出1個點提供給啟/停按鈕作本地主令信號,則所需的PLCI/O點數為8點輸入2點輸出。本單元采用西門子57-222主單元,共8點輸入和6點繼電器輸出。
本單元中采用RS485串行通信實現的網絡控制,系統的主令信號均從連接到輸送站PLC(主站)的按鈕/指示燈模塊發出,經輸送站PLC程序處理后,把控制要求存儲到其發送緩沖區,通過調用NET--EXE子程序,向各從站發送控制要求,以實現各站的復位、啟動、停止等等操作。供料、加工、裝配、分揀各從站單元在運行過程中的狀態信號,存儲到該單元PLC規劃好的數據緩沖區,等待主站單元的讀取而回饋到系統,以實現整個系統的協調運行。按主站單元發送的控制要求,存放在供料單元VB1000處,而供料單元運行過程中需要回饋到系統的狀態信號則應寫入到VB1010處。VB1000和VB1010的具體內容以及控制程序如何編制,取決于系統工藝過程的要求。
3.2.2 加工單元
加工單元結構組成設計為:物料臺及滑動機構,加工(沖壓)機構,電磁閥組,接線端口,PLC模塊,急停按鈕和啟動/停止按鈕,底板等。移動料臺伸出和返回到位的位置是通過調整伸縮氣缸上兩個磁性開關位置來定位的。要求縮回位置位于加工沖頭正下方;伸出位置應與輸送單元的抓取機械手裝置配合,確保輸送單元的抓取機械手能順利地把待加工工件放到料臺上。
滑動物料臺采用的工作原理:滑動物料臺在系統正常工作后的初始狀態為伸縮氣缸伸出,物料臺氣動手爪張開的狀態,當輸送機構把物料送到料臺上,物料檢測傳感器檢測到工件后,PLC控制程序驅動氣動手指將工件夾緊,物料臺回到加工區域沖壓氣缸下方,沖壓氣缸活塞桿向下伸出沖壓工件,完成沖壓動作后向上縮回,物料臺重新伸出,到位后氣動手指松開,完成工件加工工序,并向系統發出加工完成信號。下一次工件到來加工做準備。在移動料臺上安裝為一個漫射式光電開關。只要物料臺上沒有工件,則漫射式光電開關均處于常態;若物料臺上有工件,則光電接近開關動作,表明物料臺上已有工件。該光電傳感器的輸出信號送到加工單元PLC的輸入端,用以判別物料臺上是否有工件需進行加工;當加工過程結束,物料臺伸出到初始位置。同時,PLC通過通信網絡,把加工完成信號回饋給系統,以協調控制。
加工單元的傳感器信號占用6個輸入點,留出2個點提供給提供給急停按鈕和啟/停按鈕作本地主令信號,則所需的PLC1/0點數為8點輸入,3點輸出,采用的西門子57一222AC心C瓜LY主單元,共8點輸入和6點繼電器輸出。
加工單元的主程序在每一掃描周期調用2個子程序,一個是啟動/停止子程序,其功能是在讀取主站發送來的控制命令以及把本站狀態信號寫到通信數據存儲區。另一個加工子程序則是完成加工工藝控制功能。
4、結論
為了確保自動生產線實驗仿真系統平臺是否符合我們的設計要求,仿真系統作整體調試工作,以驗證設計結果。系統調試可分為硬件電路的連接與調試、PLC程序功能實現的調試及生產線網絡功能實現網絡連接與數據傳輸調試等。現場調試時需要對設備出現的各種故障(主要為電器部分)進行分析及診斷,并且找出故障部位所在,再用正常的備件替代,使得系統恢復正常的運行。
其中zui關鍵的是對故障進行分析,對外圍線路或系統進行正常檢測,來確定故障的有無,同時對故障定位找到故障的具體位置。
本仿真系統吸取了國內處自動機械手生產線的優點,采用氣缸驅動機械手和PLC、氣動控制生產線相結合,設計了一款新穎的、具有高穩定性的、適用于教學實驗的自動生產線實驗仿真系統平臺。它與實際的生產線非常貼近,可根據教學的需要來重新設計和選擇,并且可以在教學使用中根據需要設置故障,應用到教學上非常直觀。
該實驗平臺系統可有效地結合教學和實驗,驗證了整個設計方案的可行性。
電話
微信掃一掃

 當前位置:
當前位置: