全國服務咨詢熱線:
15216837090
15216837090

近年來, 氣動傳動已同機電傳動和液壓傳動一樣成了實現生產過程自動化*的重要手段。長期以來, 由于可編程控制器( PLC) 具有可靠性高、組態靈活、抗干擾能力強、通用性好以及使用簡便等優點, 在工業控制領域的應用越來越廣泛。流體傳動與控制是一門特殊的工業技術, 為機械專業的學生安排PLC 與氣動技術組合的課程十分必要, 而與之配套的實驗教程將是輔助教學的較好途徑。我們利用氣動元件和PLC 控制器等裝置構建了一臺基于PLC 的氣動控制實驗臺。通過在該實驗臺上所進行的一系列操作可展現PLC 在氣動控制中的實際應用。對于實踐性很強的流體傳動專業課程來說, 借助相關實驗臺, 幫助學生運用所學基礎理論處理實際問題, 驗證、消化與鞏固課堂知識以及提高學生的綜合素質都是十分必要的。
1、氣動控制原理
氣壓傳動與控制技術簡稱氣動控制技術, 它是指以壓縮空氣為工作介質來進行能量與信號的傳遞, 以實現生產過程機械化與自動化的一門技術,它也是流體傳動與控制學科的一個重要組成部分。相對于機械傳動、電傳動及液壓傳動, 氣動技術具有傳輸距離長、控制系統中元件結構相對簡單、執行元件運行速度快、無爆炸危險等許多突出優點。正因為如此, 近年來氣動控制技術已得到了迅速發展。目前, 氣動技術又結合了液壓、機械、電氣和電子技術的眾多優點, 并與它們相互補充, 已成為實現生產過程自動化的一個重要手段, 并在越來越多的工業部門得到了廣泛的應用。
氣動系統的控制方式有氣控、電控或混合控制。采用普通繼電器的控制方式不便于更改程序, 而改由可編程控制器( PLC) 控制就能夠很容易地對程序進行修改。
圖1 為該實驗臺的氣動系統原理圖。該實驗臺主要由四臺標準氣缸和四臺電磁閥以及一套E.FEC- FC30 PLC 控制器組成。空氣壓縮機將空氣轉換成具有壓力能的高壓空氣, 經過濾后通過管路進入各控制閥入口。PLC 控制器讀取所要進行實驗的操作程序, 通過控制電磁閥, 并依據左、右傳感器的檢測信號來控制氣缸的前進與后退。由于4 臺氣缸是互相獨立的, 實驗中可以單獨控制其中的一臺或數臺氣缸運動。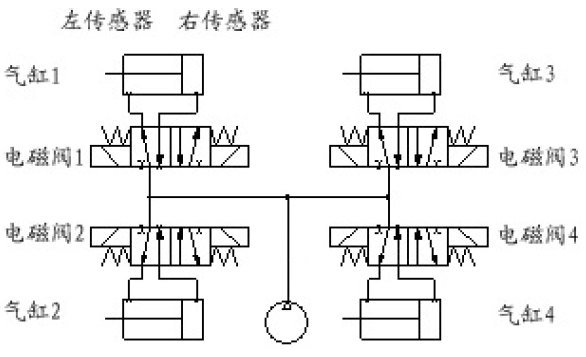
圖1 實驗臺系統原理圖
2、PLC 控制系統設計
(1) 控制要求
實驗過程中, 可以通過編寫和修改程序來實現氣缸不同的運動順序及其方式。這里以四臺氣缸依次連續循環運動為例, 四臺氣缸按順序依次運行一次為一個循環。在無外界干擾下, 氣缸可以循環聯動, 圖2 為工作流程圖。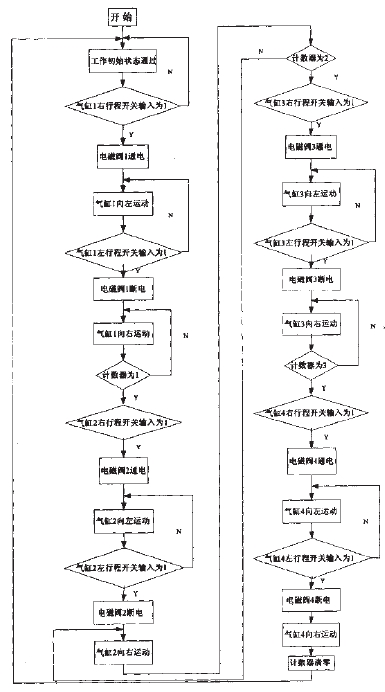
圖2 工作流程圖
(2) I/O 選址及定義
本系統中, 四臺氣缸共有八個行程開關作為8個輸入信號源, 這里還要用到一個計數器作為一個激活計數器的輸入; 四臺電磁閥作為四個輸出信號源; 選用的Festo 公司E.FEC- FC30 PLC 控制器分別有12 個輸入和8 個輸出。系統的I /O 地址定義見表1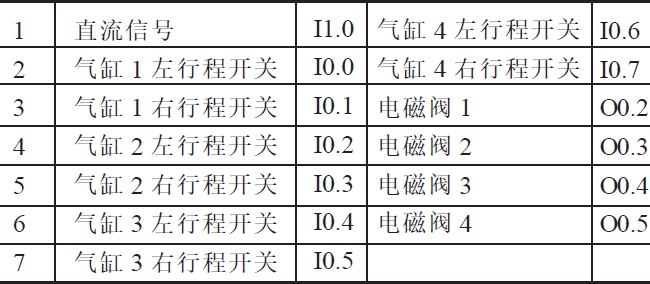
表1 PLC 的I /O 地址定義表
(3) PLC 控制梯形圖設計
梯形圖是以軟件邏輯代替硬件布線來實現邏輯控制與運算等功能等。因此, 梯形圖非常直觀, 讀起來淺顯易懂, 程序修改也十分方便, 更不需要改變外部接線。編程軟件系Festo 公司產品所附帶的軟件, 該軟件應用起來方便易懂, 只需將編寫好的程序下載到控制器上即可實現預期的功能。
工作過程如下: 接通電源后, 按下PLC 控制器的運行按鈕, 氣缸1 右行程開關即I0.1 輸入為1,O0.2 輸出信號為1, 即電磁閥1 線圈得電, 氣源管路導通, 壓縮空氣進入氣缸無桿腔, 氣缸1 前進; 當氣缸前進到zui左端時, 氣缸1 左行程開關即I0.1 輸入為1, 電磁閥線圈得電, 氣缸1 做反程運動。當氣缸1 運動一次后, 內部設置的計數器計數為1。同時,氣缸2 的右行程開關I0.3 輸入為1, 則輸出信號O0.3 為1, 即電磁閥2 的線圈得電, 氣缸2 前進。同理, 氣缸2 也如同氣缸1 一樣運作一次。上述運行即4 臺氣缸的一次循環動作, 需要停止這一循環時, 只需按動PLC 控制器的運行鍵即可。
搭建了以PLC 為控制核心的氣動控制系統, 實現了在PLC 控制下的氣缸順序動作控制。通過在該氣動控制實驗臺上所進行的實驗, 學生們能夠深入理解氣控回路的設計方法以及熟悉氣動控制的工作原理。學生們可廣開思路自己設計不同的PLC 程序, 下載到控制器令PLC 控制器控制氣缸做各種各樣的運動循環。與此同時, 開發基于PLC 控制的氣動實驗臺, 可使學生通過氣動系統的組裝與實驗,學會基本的PLC 編程技術, 同時通過自己動手設計、操作、調試等過程的訓練, 提高自身的綜合素質。
電話
微信掃一掃

 當前位置:
當前位置: